Trivia
TIG溶接
現代でも職人の領域とされている溶接技術
当社でも熟練の職人が高品質のアルミTIG溶接を行っております。
当社ではアルミのTIG溶接(アルゴン溶接)を得意としております。
アルミ溶接は鉄系の材料と比較し、熱容量や熱伝導性が大きい為、非常に高度な技術が要求される分野です。
当社では公的な資格を持った作業者が熟練の技で溶接を行います。
また日夜、技術の研鑽を怠りません。

特に当社ではアルミの薄板のTIG溶接といった非常に難易度の高い分野を得意としており、顧客の皆様に喜んでいただいております。
もちろんアルミのほか、鉄、ステンレスの溶接も得意にしております。
溶接と歪取り
歪は溶接の天敵、しかしながらうまく付き合って往なしてやる必要があります。
溶接時には溶接部とトーチの間で放電(アーク)が起こります。
この放電によって高熱が生じ、これによって溶接部が溶け、溶接が行われるのですが、この熱がいろいろなところで問題を起こします。
アークによって溶接部周辺は高温になります。これによって溶接部の金属板や肉盛り部が溶けると同時に熱膨張を起こします。
溶接した瞬間には精度よく溶接されていても、この溶接部が冷めてくると熱膨張していた溶接部とその周辺が縮みだし、ひずみが発生してしまいます。
単純な箱を溶接したとすると、箱の面部がベコベコになったり、外形の寸法が出なくなったりします。
こうなってしまうと後はプラスティックハンマー等を使用して人力でゴンゴン歪を修正する作業をしなければなりません。これを歪取りといいます。
歪を少なくするには溶接時に過剰な熱を掛けないようにする必要があります。一般的にはこの溶接時の歪を低減するために以下のような工夫を行います。
- 溶接部の裏側に銅板等をあて、溶接時の熱を速やかに逃がすようにします。
- トーチの形状を工夫し、アークを溶接部になるべく集中させるようにし、溶接部以外になるべく余計な熱を与えないようにします。
- 歪がキャンセルされるよう、また、歪が出にくいように、溶接順番を工夫します。
- アークが溶接部に集中し、溶け込みが早くなるように溶接ガス(主成分はアルゴンガス)を最適化します。
これだけの工夫を行っても、一般的に歪を完全になくすことは難しく、このため、モノによっては最後に歪取りの作業を行うことがあります。
この歪取りの作業も溶接職人の腕の見せ所であります。
 TIG溶接用のトーチ。
TIG溶接用のトーチ。左の先端部から溶接部へアーク放電し溶接を行います。溶接時はトーチ先端からアルゴンガスが噴出され、アークのコントロールや溶接時の母材の酸化を防ぎます。
 溶接用の銅板冶具。
溶接用の銅板冶具。溶接時に溶接部の裏側に密着させます。
熱伝導率、熱容量の大きい銅を使用することにより、溶接部の熱を速やかに逃がし、溶接歪の低減をするものです。
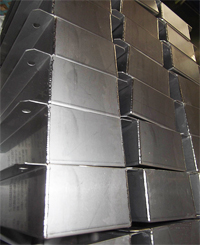 歪なくTIG溶接された当社精密板金製品。
歪なくTIG溶接された当社精密板金製品。板金加工の精度や
外観品質にお困りの方へ
アルミのスポット溶接やアルミのTIG溶接による高精度の精密板金加工を得意としている三芝イーシ工業では、精度や外観品質にお困りの方へのご相談・お見積もり依頼を随時受け付けています。
