Trivia
ベンダー
平面の板を曲げて立体化していく機械
タレパンと並んで精密板金加工の2大設備です
タレパンで希望の展開形状にくりぬかれた板はバリトリを行った後、ベンダー工程に移ります。
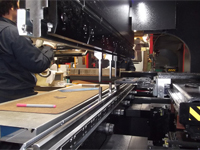
ベンダーは精密板金ではブレーキプレスとも呼ばれ、板を曲げていく機械になります。


当社ではネットワーク接続型のベンダーを使用しております。
これはCAD/CAMにおいて事前に曲げ加工のシミュレーションを行うことができ、ベンダーの作業者はこのシミュレーションの結果に従って金型をセットするだけで板金加工をすぐに行うことができます。
 CAD/CAM工程にてベンダーの曲げ加工シミュレーション中です。
CAD/CAM工程にてベンダーの曲げ加工シミュレーション中です。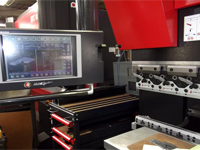 現場の作業者はマシンに付いている画面を見ながら金型の段取り等をしていきます。
現場の作業者はマシンに付いている画面を見ながら金型の段取り等をしていきます。従来はベンダー作業者は図面を見ながら、曲げる寸法や使用する金型等を考えて作業をしておりましたが、これでは実際に曲げ加工を行うまでに非常に時間がかかってしまいます。
ネットワーク接続型のベンダーでは事前にCAD/CAM工程でこれをコンピューターが考えてくれているので作業者はすぐに板金加工を行うことができます。
生産性や短納期対応に優れたマシンといえます。
ベンダー金型
ベンダーの金型もタレパン同様、あらゆる形状に対応するため、さまざまのものを保有しております
ベンダーにもタレパンと同じように金型というものを使用して曲げ加工を行います。
パンチと呼ばれる金型とダイと呼ばれる金型をセットにして使用します。
パンチとダイに挟まれた板に対し、パンチとダイの間隔を狭めていき、板を曲げていきます。
単純な原理ですが、精密板金では曲げ加工の精度は0.1mmのレベルが必要とされており、高精度のマシンと熟練の板金加工作業者の腕が必要になる工程でもあります。
 ベンダーのパンチ金型です。実際には上下逆にして使用します。
ベンダーのパンチ金型です。実際には上下逆にして使用します。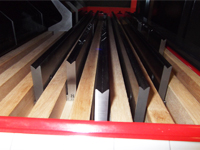 ベンダーのダイ金型です。
ベンダーのダイ金型です。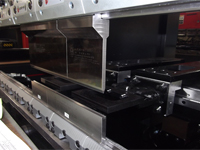 ベンダーにパンチ、ダイを取り付けた様子です。
ベンダーにパンチ、ダイを取り付けた様子です。このパンチとダイの間に曲げたい板を挿入します。
 取り付けられたパンチとダイの拡大です。
取り付けられたパンチとダイの拡大です。よくみるとダイが90度のV字型の溝になっています。
上のパンチの先が下に下りてきて、下のV字溝にはまり込みパンチとダイの間にある板が曲がっていく仕組みです。
 このようにパンチとダイの間に曲げたい板を差し込んでいます。
このようにパンチとダイの間に曲げたい板を差し込んでいます。このあとパンチが下に降りてきてダイのV字溝にはまり込みます。
サーボベンダー
技術の進歩はすごいものです。
サーボモーターで何十トンものパワーが必要なベンダーを駆動できるようになりました。
当社ではネットワーク接続型のベンダーを使用していますが、その中でもサーボモーター制御のサーボベンダーというものを使用しております。
サーボベンダーは従来の油圧式のベンダーと比較し、繰り返し精度が高いといった特徴がまず挙げられます。
従来の油圧式のベンダーでは同じ曲げ加工を繰り返していると、曲げ寸法がばらつきやすいといった欠点がありました。
また、油圧制御の場合、油温によって曲げ寸法がばらつくといったこともあり、朝と夕方で曲げ加工寸法が異なるといったこともありえました。
精密板金の世界ではこれは致命的になります。
サーボ制御ではこれらの欠点が改善されています。
このようにサーボ制御は油圧と比較し繊細な制御が可能なため、あらゆる面で高精度加工に寄与しています。
下のようなステップベンドができるのもサーボ制御のおかげです。
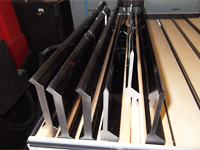
 このようにすきっ歯のように金型をセットすることもあります。
このようにすきっ歯のように金型をセットすることもあります。これはステップベンドと呼ばれ、一回の金型段取りで、複数の曲げ工程が可能になるやり方です。
これにより、曲げの種類によって何度も金型の段取りをやり直す必要がなくなり、生産性の向上、短納期化に寄与します。
 すきっ歯をマシンの裏側から。
すきっ歯をマシンの裏側から。ステップベンドができるのは当社が使用しているような、サーボベンダー等の高精度のベンダーに限られます。
従来の油圧制御のベンダーでこれをやると、曲げ精度を確保するのが難しくなります。
板金加工の精度や
外観品質にお困りの方へ
アルミのスポット溶接やアルミのTIG溶接による高精度の精密板金加工を得意としている三芝イーシ工業では、精度や外観品質にお困りの方へのご相談・お見積もり依頼を随時受け付けています。
